水導激光精密加工:晶圓吸附盤外延架微結構加工案例
發布日期:2026-04-10 10:18 ????瀏覽量:
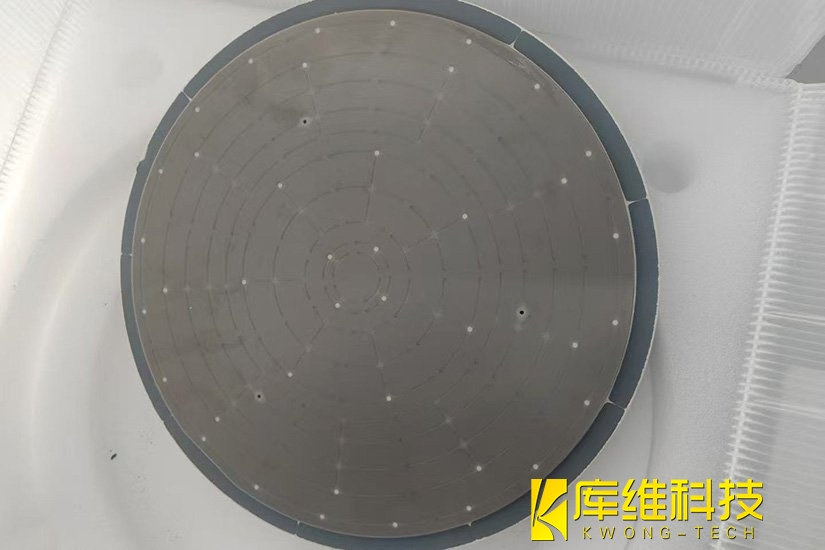
晶圓吸附盤作為半導體制造設備中的核心部件,承擔著在真空環境下穩定固定晶圓的關鍵任務。其表面分布的微米級結構直接影響著晶圓的平整度與溫度控制精度,對加工技術提出了極高的要求。本文以晶圓吸附盤的水導激光加工為例,探討這一技術在微結構制造中的應用價值。
一、加工難點分析
材料特性:高硬度陶瓷基復合材料,機械加工容易崩邊,常規激光加工會產生明顯的熱影響區,陶瓷這種硬脆材料對熱特別敏感,一旦局部過熱,微裂紋就會像蜘蛛網一樣蔓延。
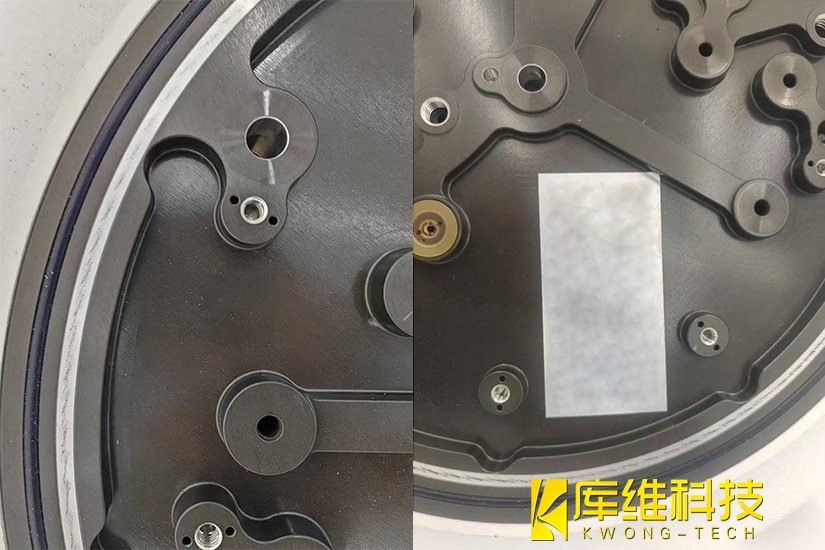
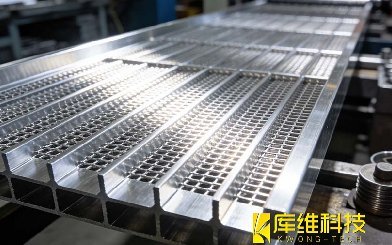
結構復雜度:盤面需要加工同心圓凹槽、12條等分輻射線,以及數十個不同規格的精密孔位——包括通孔、沉孔、螺紋孔等。部分孔徑僅為數百微米,深徑比要求高。
表面質量要求:半導體級應用要求加工表面粗糙度控制在亞微米級,且不允許存在重鑄層和微裂紋,這直接關系到后續的吸附性能和晶圓良率。
二、水導激光技術方案
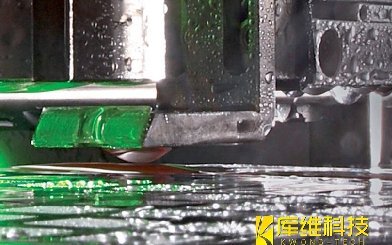
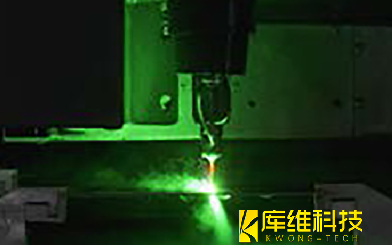
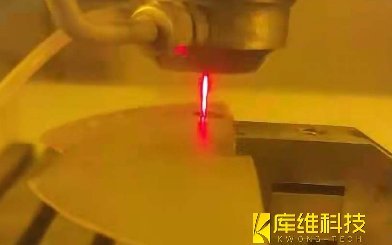
針對上述難點,我們采用水導激光加工技術作為核心解決方案。該技術的原理是將激光束耦合至高壓微水射流中,利用水-氣界面的全反射效應,使激光能量被"約束"在直徑僅數十微米的水束內傳導,實現"以水為刃"的精密加工。
技術優勢:
1、近乎零熱影響:高速水射流在激光脈沖間隙將加工區域瞬間冷卻,熱影響區可控制在微米級,有效避免了傳統激光加工導致的熱裂紋和材料變性。
2、高效排屑與自清潔:水流的沖刷作用將熔融材料即時帶走,無需后續清理,加工面干凈無殘留。
3、長焦深加工能力:激光在水束中的有效傳輸距離可達數厘米,大幅提升了深孔加工的穩定性,切口錐度極小。
三、加工效果與驗證
-
同心圓凹槽深度一致性好,槽底粗糙度Ra < 0.5 μm
-
精密孔位邊緣整齊,無崩邊、無毛刺
-
螺紋孔加工精度滿足裝配要求,無需二次修整
-
整體加工效率較傳統方式提升約40%
水導激光加工技術在半導體核心部件制造領域具有顯著優勢。其"冷加工"特性有效解決了硬脆材料精密加工中的熱損傷難題,配合高效排屑機制,大幅提升了加工質量和效率。水導激光技術的應用,為打破國外技術壟斷、實現核心部件國產化提供了有力的工藝支撐。
相關文章

水導激光加工案例之氮化硅陶瓷齒輪:突破精密制造的技術革新
水導激光設備加工氧化鋯陶瓷時的150MPa高壓水射流有什么特別之處
半導體自動化切割都包含哪些技術?

氧化鋯陶瓷加工崩邊率高?水導激光如何將崩邊率降至0.5%
水導激光加工案例之金剛石散熱片切割
水導激光加工案例之航空7075鋁合金格柵加工
水導激光如何通過“水束光纖”實現精密加工的
水導激光切割技術:金剛石復合材料精密加工的革新力量

水導激光加工中可以控制的技術指標及其相互間的影響